


場鏡關(guān)鍵參數(shù)深度解析與選型指南
場鏡(Field Lens),又稱F-Theta透鏡或平場聚焦鏡,是工業(yè)激光設(shè)備(如激光打標(biāo)、激光切割、激光焊接、3D打印)中的關(guān)鍵光學(xué)元件。其核心作用是將光束在整個加工平面上形成尺寸均一、形狀規(guī)則的聚焦光斑,確保精度與加工效果的一致性。其核心功能是在整個加工平面范圍內(nèi),將激光束聚焦成尺寸穩(wěn)定、能量分布均勻的光斑,從而確保加工過程的精度一致性與成品質(zhì)量穩(wěn)定性。場鏡之所以能夠滿足高速、高精度激光加工需求,關(guān)鍵在于其獨特的 F-Theta 線性成像特性,即:y′ = f · θ,該關(guān)系使聚焦光斑在像面上的位置與光束的掃描角度呈嚴(yán)格的線性對應(yīng)關(guān)系。通過精確控制掃描振鏡的偏轉(zhuǎn)角度,即可實現(xiàn)光斑在加工平面內(nèi)的高速、精準(zhǔn)線性掃描。而普通聚焦透鏡遵循的是 y = f · tanθ 關(guān)系。當(dāng)光束以一定角度入射時,容易產(chǎn)生焦點位置偏移和明顯像差,導(dǎo)致加工區(qū)域邊緣光斑失焦或尺寸變化,難以滿足高精度激光加工的實際需求。因此,F(xiàn)-Theta 場鏡是振鏡式激光加工系統(tǒng)中追求高品質(zhì)加工不可或缺的核心光學(xué)部件。
場鏡的核心作用
實現(xiàn)平場聚焦,保證光斑一致性
場鏡經(jīng)過精心設(shè)計,可在振鏡式激光加工系統(tǒng)中提供最高性能。非常適合用于雕刻和標(biāo)簽系統(tǒng)、圖像傳輸和材料加工。對于許多激光掃描和雕刻應(yīng)用而言,平面成像場是獲得最佳效果的必要條件。球面透鏡只能沿圓形平面成像,場鏡解決了激光掃描的諸多難題,場鏡緊湊設(shè)計使用戶能夠減少實現(xiàn)平坦像面所需的光學(xué)元件數(shù)量,更小的光斑尺寸,從而提高掃描或打印的分辨率,以及雕刻或焊接的強度。最重要的是,場鏡能夠在整個加工范圍內(nèi)將光束聚焦在同一平面上,使不同掃描角度下的光斑尺寸和焦點位置保持高度一致,無論激光束以何種角度入射,其焦點都能精確地落在同一個平坦的平面上,消除了普通透鏡會產(chǎn)生的“場曲”這個像差,避免邊緣區(qū)域失焦或光斑變大問題。確保了在整個加工區(qū)域(即“場”)內(nèi),加工效果(如切割深度、熔覆寬度)的一致性。
普通的透鏡的焦面是個曲面,如下圖

這樣不利于掃描雕刻,為了解決這個問題,于是就有了Flat-Field Scanning Lens(中文場鏡的名字大概就是從這里來的吧),然而,傳統(tǒng)的平場透鏡產(chǎn)生的圖像與透鏡焦點和掃描角正切成比例。這意味著,當(dāng)掃描角度線性變化時,圖像不會線性移動。這也可能導(dǎo)致制造錯誤。于是就有了F-Theta lens,這些鏡頭產(chǎn)生的圖像高度與焦距和掃描角theta成線性比例。下圖給出了三個透鏡的區(qū)別。

這樣當(dāng)我們再看到場鏡的時候,就知道這個場鏡是指field lens、flat-field scanning lens還是f-theta lens。比如DLP的光機中用于勻光的場鏡,其實是flat-field scanning lens,因為對于theta很小的情況,tanθ約等于θ。
建立 F-Theta 線性掃描關(guān)系
根據(jù)標(biāo)準(zhǔn)的高斯光學(xué),一個無像差的理想透鏡遵循的是 y = f * tanθ 的關(guān)系(其中 f 是焦距),tanθ 函數(shù)本身是非線性的。當(dāng) θ 增大時,y 的增加速度會越來越快。例如:當(dāng) θ 從 0° 轉(zhuǎn)到 10° 時,y 的變化量是 Δy1;當(dāng) θ 從 20° 轉(zhuǎn)到 30° 時(同樣的角度變化量),y 的變化量 Δy2 會遠大于 Δy1。如果掃描鏡以恒定角速度旋轉(zhuǎn),光斑在焦平面上的移動速度會越來越快,無法實現(xiàn)勻速掃描。想要掃描一個正方形,計算機會給掃描鏡一個線性的角度信號,但由于 tanθ 的非線性,實際畫出來的圖形會變成“枕形”。為了克服 tanθ 的非線性,建立 f*θ 的線性關(guān)系,光學(xué)設(shè)計師們通過引入一種特殊的“畸變”來實現(xiàn)。簡單來說,F(xiàn)-Theta 場鏡是一個被精心設(shè)計了特定“畸變”的透鏡。F-Theta 場鏡的設(shè)計,正是刻意地引入了正確數(shù)量的負(fù)畸變,來抵消 tanθ 帶來的非線性增長。F-Theta 場鏡通過其負(fù)畸變特性,將原本由 tanθ 決定的非線性曲線“壓低”并“拉直”,使得最終的像高 y 與掃描角 θ 呈現(xiàn)出完美的線性關(guān)系。
場鏡的核心作用之一就是將振鏡的角度掃描,轉(zhuǎn)換為加工平面上的嚴(yán)格線性位移。在振鏡式激光加工系統(tǒng)中,光束通過掃描振鏡的偏轉(zhuǎn)實現(xiàn)大范圍、高速度的光斑移動。使聚焦光斑在加工平面上的位置與掃描振鏡的偏轉(zhuǎn)角度呈線性關(guān)系(y′ = f · θ),從而實現(xiàn)高速、精確、可預(yù)測的線性掃描,其中y′ 為聚焦光斑在加工平面上的實際位移;f 為場鏡的有效焦距;θ 為掃描振鏡的偏轉(zhuǎn)角度。這一線性關(guān)系使得光斑在像面上的移動距離與振鏡偏轉(zhuǎn)角度成正比,從而實現(xiàn)等角度、等位移的掃描特性。在實際加工中,這種線性映射具有非常重要的工程意義。

補償掃描像差,提升加工精度
在振鏡式激光加工系統(tǒng)中,光束需要在短時間內(nèi)完成大角度、高頻率的掃描。普通透鏡的理想成像面為彎曲面,隨著掃描角度增大,焦點會偏離加工平面,導(dǎo)致邊緣區(qū)域失焦。如果僅使用普通聚焦透鏡,在大角度掃描條件下,激光在偏軸入射時會產(chǎn)生明顯的桶形或枕形畸變掃描像差,導(dǎo)致加工圖形拉伸、壓縮或變形,直接影響加工精度和一致性。偏軸掃描時,普通透鏡容易產(chǎn)生彗形拖尾或焦點方向不一致的問題,導(dǎo)致光斑形狀不規(guī)則、能量分布不均。隨著掃描角度和工作距離的變化,若無法有效補償,焦點位置會不斷漂移,導(dǎo)致加工深淺不一。場鏡通過專用光學(xué)設(shè)計,可有效校正由大角度掃描引起的像差、畸變和焦點漂移,顯著降低彗差和像散,實現(xiàn)真正的“平場聚焦”,使光斑始終保持近似圓形,確保整個加工區(qū)域內(nèi)加工尺寸、深度和線寬的一致性,提高了切縫、焊縫或標(biāo)刻線條的質(zhì)量。
擴大有效加工幅面
在振鏡式激光加工系統(tǒng)中,加工幅面并不單純?nèi)Q于振鏡的掃描角度,而是由光學(xué)成像關(guān)系、像差控制能力以及焦點穩(wěn)定性共同決定。場鏡通過場曲補償和掃描畸變校正,在保證加工精度的前提下,即使在加工區(qū)域邊緣,光斑尺寸和能量分布也能保持與中心區(qū)域高度一致,顯著擴大激光系統(tǒng)的有效加工范圍,提高單次加工覆蓋面積,提升整體加工效率。
提升加工穩(wěn)定性與一致性
在工業(yè)激光加工中,加工穩(wěn)定性與一致性不僅決定單件質(zhì)量,更直接影響批量良率和生產(chǎn)可靠性。場鏡通過對聚焦特性、掃描線性和像差的系統(tǒng)控制,確保相同掃描指令在不同時間、不同工件位置上獲得一致的聚焦和軌跡效果,從而顯著提高重復(fù)加工的一致性,為激光加工提供穩(wěn)定、可重復(fù)的光學(xué)基礎(chǔ)。
場鏡從尺寸到參數(shù)全面解析
1. 焦距、后焦距、工作距離、法蘭距
在振鏡式激光加工系統(tǒng)中,場鏡不僅決定加工幅面,更直接影響安裝結(jié)構(gòu)、光斑質(zhì)量與系統(tǒng)匹配性。正確理解場鏡的幾何尺寸與光學(xué)參數(shù),是設(shè)備設(shè)計與選型的關(guān)鍵。
焦距:指場鏡的等效光學(xué)中心到聚焦平面的距離,是決定加工幅面大小的核心參數(shù),焦距越大可實現(xiàn)的加工幅面越大,焦距越小,光斑更小、能量密度更高。
后焦距:指的是從場鏡最后一片透鏡表面,到實際聚焦平面之間的距離,決定光路內(nèi)部結(jié)構(gòu)和安全余量,決定保護鏡、輔助結(jié)構(gòu)是否有安裝空間,后焦距不足,容易發(fā)生焦點“頂在鏡片上”的問題。
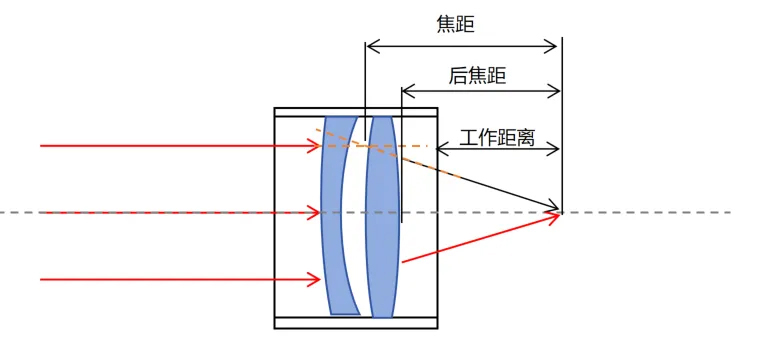
工作距離:指場鏡的安裝基準(zhǔn)面(通常為法蘭面)到工件加工面的距離,工作距離需與設(shè)備結(jié)構(gòu)、工件高度一起整體規(guī)劃,工作距離并非光學(xué)參數(shù),而是系統(tǒng)參數(shù),工作距離決定設(shè)備的 Z 軸安裝高度,影響工件裝夾高度和空間布局,對自動上下料、三維加工尤為重要。
法蘭距:指場鏡法蘭安裝面到光學(xué)參考面或設(shè)計焦點基準(zhǔn)的距離,是設(shè)備設(shè)計早期必須確認(rèn)的參數(shù)之一。法蘭距一旦確定,設(shè)備結(jié)構(gòu)基本被鎖定,法蘭距決定場鏡與振鏡系統(tǒng)的相對位置,直接影響光軸對準(zhǔn),法蘭距不一致會導(dǎo)致無法正確聚焦。

2. 入射光斑尺寸與聚焦光斑尺寸
為了控制雜散光,并減小材料加工應(yīng)用場景下光學(xué)元件的尺寸,通常將入射光束直徑控制在最大值的1/e2處。光束直徑越大,光斑尺寸越小,反之亦然。使用直徑大于最大允許入射光尺寸的光束將導(dǎo)致光束被消減。
聚焦光斑的形狀和大小,極大程度上取決于入射光束的尺寸,一般通過截斷比T來描述,T等于入射光束直徑dL (1/e2處)除以通光孔徑dEP,若其比例低于0.5,則光束是不對稱的。當(dāng)入射光束直徑dL等于場鏡的通光孔徑dEP時,則T = 1。估算透鏡衍射極限的光斑大小時,還需要一個額外的切趾因子(APO),它與截斷比T之間的關(guān)系如下圖所示。
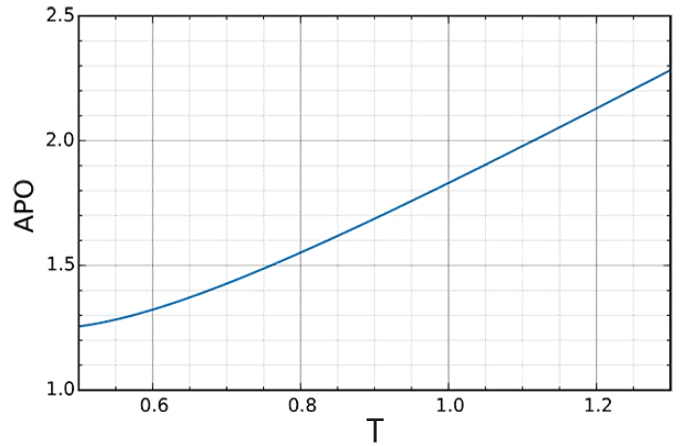
由此,聚焦光斑尺寸d可參考下列計算得到(λ為工作波長,f為場鏡焦距,M2為激光參數(shù)):

3. 幅面內(nèi)聚焦光斑的均勻性(或一致性)
在實際激光加工系統(tǒng)中,光學(xué)鏡頭在整個工作幅面內(nèi)的成像性能并非完全一致。其主要原因在于光學(xué)系統(tǒng)中不可避免地存在場曲像差——即不同掃描角度下入射的激光束,其最佳聚焦位置在高度方向上并不完全相同。即便采用了平場型 F-Theta 場鏡,通過專門的光學(xué)設(shè)計對場曲進行有效補償,使焦面盡可能接近理想平面,但在實際光學(xué)設(shè)計中,還需要同時平衡畸變、像散、彗差等多種像差因素。因此,在綜合優(yōu)化的前提下,系統(tǒng)中仍不可避免地會殘留少量場曲。受此影響,在加工幅面內(nèi)不同位置處的聚焦光斑尺寸和能量分布會存在一定差異。當(dāng)光斑均勻性較差時,會直接導(dǎo)致幅面中心與邊緣加工效果不一致,線寬、切縫或標(biāo)刻深度出現(xiàn)波動以及整個幅面內(nèi)加工質(zhì)量穩(wěn)定性下降。
均勻性表征計算公式(供參考):
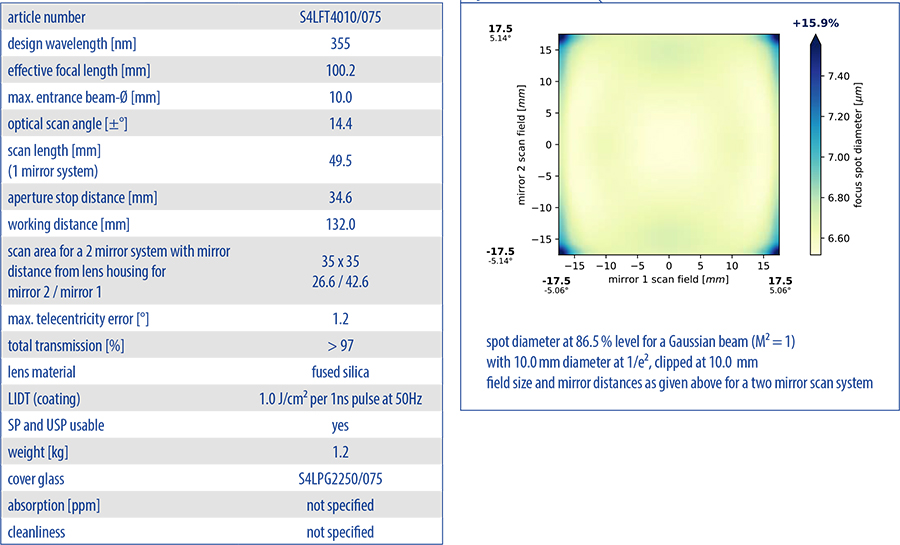
Sill Optics的紫外消色差掃描場鏡S4LFT4010-075參數(shù)
4. 掃描角度θ和掃描幅面
在振鏡式激光加工系統(tǒng)中,加工幅面的大小并不是一個獨立參數(shù),而是由掃描振鏡的最大掃描角度 θ 與 場鏡的焦距 f 共同決定。掃描角度 θ 是指掃描振鏡相對于光軸的最大偏轉(zhuǎn)角度,通常以機械角或光學(xué)掃描角表示。振鏡偏轉(zhuǎn)角度越大,可覆蓋的掃描范圍越廣,過大的掃描角度會顯著增加光學(xué)像差控制難度,實際系統(tǒng)中,掃描角度往往受振鏡性能、響應(yīng)速度及鏡面尺寸限制。在相同焦距條件下,提高振鏡的最大掃描角度,可有效擴大加工覆蓋范圍。在相同掃描角度下,選擇更大焦距的場鏡,可獲得更大的掃描幅面。在實際應(yīng)用中,通常只選用焦點偏移在允許范圍內(nèi)、光斑尺寸變化受控和能量分布滿足工藝要求這樣一部分掃描區(qū)域,這一范圍稱為有效掃描幅面,也是用戶真正可以使用的加工區(qū)域。

場鏡掃描幅面示意圖
5. 場曲
場曲是光學(xué)系統(tǒng)中一種典型的像差,指的是理想成像焦面并非完全平面,而是呈現(xiàn)一定彎曲形態(tài)。在振鏡式激光掃描系統(tǒng)中,不同掃描角度下的激光束以不同的傾斜角度入射到場鏡中,由于光路差異,各束光的最佳聚焦位置在高度方向上并不重合,從而形成整體呈弧形分布的焦面,這種現(xiàn)象即為場曲。場曲的存在會影響整個像面的清晰度,使得一個較大的平面物體無法在各點保持清晰:中心部分較為清晰,而邊緣部分則相對模糊。對激光加工而言,場曲帶來的影響就是離焦,場曲的大小就是離焦量的尺寸。從下圖可以看到,中心聚焦在焦面上,而邊緣聚焦點就偏離了焦面,導(dǎo)致在工作面上中心光斑尺寸小,邊緣光斑因場曲離焦尺寸變大,邊緣加工效果不理想。

場曲的焦點連線面與理想焦平面(工作面)差異示意圖
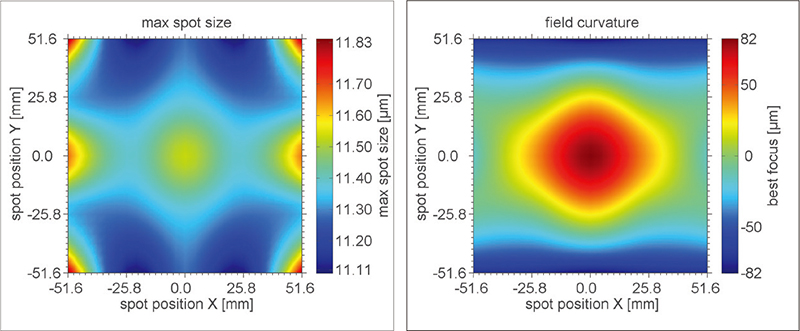
一般場鏡會給出整個幅面內(nèi)場曲量的分布圖,單位一般為微米(um),表示焦點距離理想焦面的距離量。如下所示:
6. 透過率以及全幅面透過率
在工業(yè)激光加工系統(tǒng)中,場鏡不僅決定掃描精度和加工一致性,其光能透過效率同樣是影響加工效果和系統(tǒng)穩(wěn)定性的關(guān)鍵指標(biāo)。其中,場鏡透過率與全幅面透過率一致性是評價場鏡光學(xué)性能的重要參數(shù)。
場鏡透過率是指激光光束通過場鏡后,實際輸出能量與入射能量的比值,通常以百分比表示。透過率越高,激光能量損耗越小,可在相同功率條件下獲得更高的加工效率,降低鏡片吸收引起的熱效應(yīng),提高光學(xué)穩(wěn)定性。
全幅面透過率是指在整個掃描加工幅面內(nèi),不同掃描位置處的透過率分布及其一致性。不僅關(guān)注“中心點能通過多少光”,還關(guān)注“邊緣位置是否同樣保持高透過率”。在大掃描角度條件下,全幅面透過率可能出現(xiàn)差異,若全幅面透過率一致性較差,會直接導(dǎo)致幅面中心與邊緣能量密度不一致,加工深度、線寬隨位置變化,邊緣區(qū)域加工質(zhì)量下降以及批量加工一致性變差等問題尤其在精密焊接、薄板切割及高一致性打標(biāo)應(yīng)用中,影響尤為明顯。
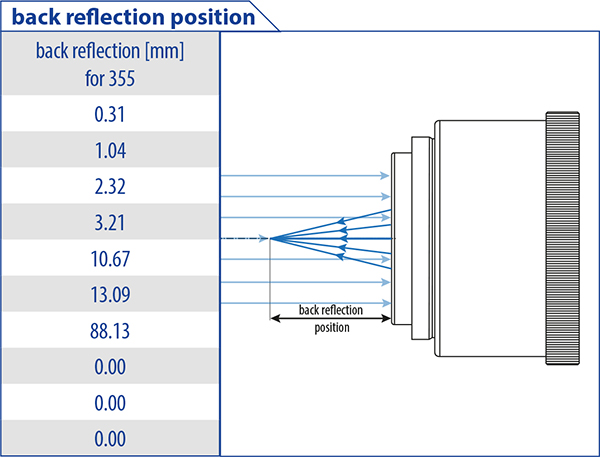
7. 后向反射聚焦點(后反點)
后向反射聚焦點,通常稱為后反點,是指激光光束在通過場鏡時,由于鏡片表面和內(nèi)部界面產(chǎn)生的反射光,沿原光路或近似反向返回,并在光路中形成的能量再次聚焦位置。該聚焦點并非設(shè)計的有效工作焦點,而是由多界面反射、鬼像(Ghost Image)疊加形成的寄生聚焦點。

場鏡通常由多片透鏡組成,每個光學(xué)界面都會存在一定的菲涅耳反射。即便采用高性能減反射鍍膜,仍會殘留少量反射光。在高功率激光加工系統(tǒng)中,后反點可能引發(fā)一系列安全和穩(wěn)定性問題,高品質(zhì)場鏡在設(shè)計階段通常通過優(yōu)化光學(xué)結(jié)構(gòu)布局、高性能減反射鍍膜和引導(dǎo)反射光偏離關(guān)鍵光路等多種方式對后反點進行抑制和管理。因此,在挑選場鏡的時候務(wù)必需要考慮后反點的距離,安裝在振鏡上后,是否會落在振鏡上。做好振鏡與場鏡的選型搭配。
場鏡選型指南
1. 確定工作波長
場鏡的工作波長需與激光器的波長匹配。例如,光纖激光器(1064 nm)需選用1064 nm光纖場鏡,CO?激光器(10.6 μm)需選用10.6 μm CO?場鏡,綠光激光器(532 nm)需選用532nm綠光場鏡等。不同波長的場鏡材質(zhì)和鍍膜不同,需確保場鏡能有效透過對應(yīng)波長的激光。激光波長的選擇則與加工材料對該波長的吸收率相關(guān)、以及該波長激光器的價格相關(guān)。
2. 確定焦距和掃描幅面
掃描幅面:場鏡的掃描幅面決定了激光能加工的區(qū)域大小。一般通過場鏡焦距計算,經(jīng)驗公式為:幅面(mm)約0.7×焦距(mm)。
焦距:焦距越長,掃描幅面越大(幅面與焦距成正比),但聚焦光斑直徑也會增大,導(dǎo)致功率密度下降,加工精度變差。需根據(jù)加工需求平衡掃描范圍和功率密度。例如,大幅面加工需長焦距場鏡,小幅面精細(xì)加工可選短焦距場鏡。(在3D打印中為了追求精細(xì)打印,犧牲掃描幅面,選擇小光斑加工,但可以用多個場鏡拼接的方案來彌補幅面效率的損失。)
3. 通光孔徑
場鏡的通光孔徑,一般根據(jù)振鏡的孔徑來匹配。比如使用20mm的振鏡,則匹配20mm入瞳直徑的場鏡。一般入射到振鏡的光束尺寸建議不要超過入瞳的75%(擋光3%左右),最好≤50%(擋光0.03%)。
4. 場鏡類型
平場場鏡:適用于大多數(shù)激光加工場景,能實現(xiàn)加工幅面內(nèi)的線性掃描加工,成像質(zhì)量較好,用量大,標(biāo)準(zhǔn)型號多,價格更實惠。
遠心場鏡:適用于對精度要求極高的場景,如精密打標(biāo)、鉆孔等,能保證聚焦光束垂直于焦平面,但價格較高。
5. 后反點位置
激光加工使用場鏡必須標(biāo)準(zhǔn)所有后反射點的位置信息,后反射點需要避免落在場鏡的鏡片上以及振鏡的鏡片上。
6. 場鏡的鏡片材質(zhì)
常規(guī)光學(xué)玻璃:如K9等,使用于低功率場鏡,對損傷要求很低,材料價格便宜,性能穩(wěn)定;
石英玻璃:石英玻璃也分紫外熔石英和紅外融石英。一般在中高功率使用。不過像常規(guī)的康寧7980能滿足大部分紫外到紅外的應(yīng)用了(紫外選用低金屬離子含量的、紅外選用低羥基的)。極端高功率和高穩(wěn)定性的需求則需要特種石英如康寧的7979和康寧8655這一級別的(不過,高端材料禁運,國內(nèi)有接近可替代的)。
硒化鋅:主要用于CO?激光器,其對10.6μm波長的透過率高,但成本較高。
7. 螺紋接口
不同振鏡和不同加工平臺設(shè)計的場鏡接口螺紋型號不同,需要特別注意。如果沒辦法非得用不匹配的,那就做個轉(zhuǎn)接接圈吧。
8.個性定制數(shù)據(jù)
量身定制的話,可能還需要脈沖持續(xù)時間、脈沖能量、M2等信息。
一些建議與經(jīng)驗
武漢新特光電是德國Sill Optics在中國的授權(quán)官方合作伙伴,致力于將全球領(lǐng)先的光學(xué)元件引入中國市場,我們負(fù)責(zé)Sill Optics品牌產(chǎn)品在中國的技術(shù)選型、項目實施與全生命周期服務(wù),并提供整套器件集成解決方案,為您提供一站式的產(chǎn)品應(yīng)用與技術(shù)服務(wù)!
Sill Optics 為脈沖持續(xù)時間低至190fs的超短脈沖激光器推出了一款新型消色差掃描透鏡—S4LFT4015-075-FS,詳情請查閱:http://m.haoyi1688.cn/new-arrivals/1406.html,更多場鏡請查閱:http://m.haoyi1688.cn/optical/sill-ftheta-lens.html。
本文參考了微信公眾號:光啟航,如需轉(zhuǎn)載,請聯(lián)系原作者。

用于光伏激光加工的sill掃描透鏡解析

Sil Optics緊湊型高功率紫外消色差掃描透鏡突破工業(yè)極限

雙層防御:ZnSe基材+抗損涂層的1-3x變焦擴束鏡
激光世界的“塑形大師”:激光擴束鏡

場鏡關(guān)鍵參數(shù)深度解析與選型指南
為切割顯示屏樹立新標(biāo)準(zhǔn):大型遠心F-Theta透鏡 S4LFT3340-075

全新用于波長9.3μm和10.6μm的高功率CO2激光應(yīng)用的新型ZnSe變焦擴束鏡
適用于超短脈沖激光器的紫外消色差掃描透鏡

電動擴束鏡 S6EZM0940-574 技術(shù)綜述






